Hvordan Coronabehandling og Plasmabehandling fungerer!

Overfladespænding i faste materialer og behovet for overfladebehandling af polymermateriale. Det er ofte nødvendigt at vedhæfte plastmaterialer til metal eller til andre plastmaterialer, eller blot at kunne printe på plastoverflader. For at kunne opnå dette må flydende klæbemiddel eller blæk kunne tilføres til materialets overflade. Og derfor er Coronabehandling og Plasmabehandling nødvendig.
Befugtningsevnen afhænger af én bestemt overfladeegenskab: Overfladens energi, ofte kaldt for overfladespændingen. Overfladeenergi måles ligesom overfladespænding i mN/m. Befugtningsevnen kan let vises ved at måle kontaktvinklen. Kontaktvinklen er vinklen mellem kontaktpunktets berøringslinje og den faste overflades vandrette linje. Når en dråbe væske lægger sig på en jævn, vandret overflade, kan den sprede sig over substratet, og kontaktvinklen vil nærme sig nul ved fuldstændig befugtning. Omvendt, ved delvis befugtningen vil kontaktvinklen som resultat nå ligevægt i området 0 til 180 grader.
Overfladens befugtningsevne
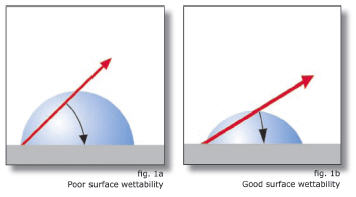 Fig. 1 til venstre viser forskellen mellem god og dårlig befugtningsevne. Jo højere overfladeenergi af det faste substrat i forhold til væskens overfladespænding, desto bedre befugtningsevne og jo mindre kontaktvinkel. For at få god vedhæftning mellem en væske og en substratoverflade bør substratets overfladeenergi overstige væskens spænding med ca. 2-10 mN/m.
Fig. 1 til venstre viser forskellen mellem god og dårlig befugtningsevne. Jo højere overfladeenergi af det faste substrat i forhold til væskens overfladespænding, desto bedre befugtningsevne og jo mindre kontaktvinkel. For at få god vedhæftning mellem en væske og en substratoverflade bør substratets overfladeenergi overstige væskens spænding med ca. 2-10 mN/m.
Fig. 2: Overfladeenergi i faste materialer
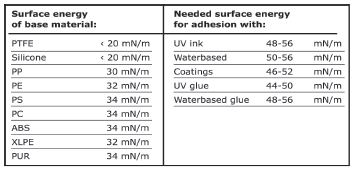
Figur 2 til højre viser absolutte værdier af overfladeenergi i faste materialer og overfladespændingen af mange plastmaterialer, herunder polyethylen og polypropylen, er ofte utilstrækkelige til limning eller tryk.
Disse materialer har meget nyttige egenskaber, som f. eks. kemisk inerti, lav friktionskoefficient, høj modstand over for slitage, punktering og sønderflængning etc.
Men polymermaterialernes dårlige befugtningsevne giver designere udfordringer når de ønsker at lime eller dekorere disse materialer. Overfladebehandling kan forbedre materialets befugtningsevne ved at øge materialets overfladeenergi og påvirke vedhæftningen ved at oprette bindingssteder. De mest avancerede og succesrige metoder til overfladebehandling er baseret på udledning af højspænding i luft.
Grundlæggende information om udledning af højspænding i luft og dens anvendelse ved overfladebehandling.
Ved udladning af højspænding i luft vil frie elektroner, som altid findes i luften, accelerere og ionisere gassen. Når den elektriske udladning er meget stærk, vil sammenstød mellem højhastigheds elektroner og gasmolekyler foregå uden tab af momentum, og en elektronlavine opstår. Når et plastemne placeres i udladningsfeltet, vil de elektroner, der generes i udladningen, påvirke overfladen med energier der er 2 til 3 gange den, der er nødvendigt for at bryde de molekylære forbindelser i de fleste substraters overflade. Dette skaber meget reaktive frie radikaler. Disse frie radikaler kan i nærvær af ilt reagere hurtigt for at danne forskellige kemiske, funktionelle grupper på substratoverfladen. Funktionelle grupper som stammer fra denne oxideringsreaktion er de mest effektive når det gælder om at øge overfladens energi og forbedre kemisk binding til harpiksmatrixen. Disse indbefatter grupper af carbonyl (-C = O-). carboxyl (HOOC-), hydroperoxid (HOO-) og hydroxyl (HO-).
Overfladebehandling med udladning af højspænding ændrer kun overfladens egenskaber uden at påvirke materialets egenskaber.
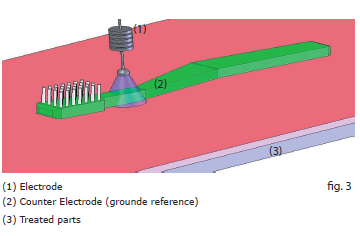 Tantecs tredimensionelle, elektriske overfladebehandling (EST) er baseret på udladning af højspænding og højfrekvens i luft. Tredimensionelle emner passerer gennem et udladningsfelt mellem to elektroder (figur 3 til venstre).
Tantecs tredimensionelle, elektriske overfladebehandling (EST) er baseret på udladning af højspænding og højfrekvens i luft. Tredimensionelle emner passerer gennem et udladningsfelt mellem to elektroder (figur 3 til venstre).
Udladningen finder sted i en stor kløft mellem elektroderne ved at etablere en høj spændingsforskel mellem elektroderne. Brug af højspænding er kun en forudsætning for effektiv behandling. En ensartet behandling af emner, der bevæger sig med høj hastighed kræver højeffektiv energioverførsel fra strømkilden til udladningsfeltet. Coronaudladning ved frekvenser på 15-25 kHz opnår højeffektiv energioverførsel da elektroner svinger i afstanden mellem elektroderne. Det har vist sig, at jo højere frekvens desto lavere effekt for at opnå et givet behandlingsniveau.
EST-teknologi giver en ensartet behandling af overflader af tredimensionelle emner på højhastighedslinjer ved at opretholde en spændingsforskel mellem elektroderne på op til 80 kV ved frekvenser mellem 15-25 kHz. Under disse betingelser kan objekter med tværsnit på op til 4 tommer (100 mm) behandles på linjen under kontinuerlig bevægelse gennem et behandlingskammer.
Et EST-system består af en højfrekvensgenerator, en højspændingstransformer og behandlende elektroder. Generatoren producerer et output-signal, hvis frekvens justeres automatisk i området 15-25 kHz afhængigt af belastningsimpedans og optimerer dermed den kraft, der er tilgængelig til behandling.
Højspændingstransformeren optimerer output-signalet fra generatoren til det niveau, der er nødvendigt for at genskabe udladning af ønsket intensitet. Behandlingsstationen er bygget op omkring to elektroder: En behandlende elektrode og en modelektrode (sædvanligvis ved en jordpotentiale). Elektroderne udvikles til hver enkelt applikation.
Tantec tilbyder et udvalg af plasmaudstyr til plasma overfladebehandling af forskellige materialer. Se vores liste over produkter på siden Plasmaprodukter: Plasma behandlingsudstyr:
Anvendelse af Tantecs elektriske overfladebehandlingsteknologi (EST)
Følgende materialer er blevet behandlet med succes ved hjælp af EST teknologi:’
- Polyethylen (PE) * Plexiglas (PMMA)
- Polypropylen (PP) * Teflon (PTFE)
- Polystyren (PS) * Polycarbonat (PC)
- EPDM-gummi * Polyurethan (PUR)
- ABS osv.
Her er nogle specifikke applikationer:
- Behandling af overflader på biomedicinsk udstyr for forbedret befugtningsevne på overflader til sammenflydende væskeflow.
- Behandling af sprøjtetønder før tryk.
- Behandling af den indvendige overflade af sprøjtehoveder før vedhæftning af en kanyle af rustfrit stål.
- Behandling af elektronisk kabelisoleringen for forbedret vedhæftning af trykfarver og belægninger.
- Behandling af låg og dæksler på kemiske beholdere før påføring af emballagemateriale eller tryk.
- Behandling af plastflasker forud for påføring af selvklæbende etiketter.
- Behandling af autoprofiler fremstillet af EPDM gummi før påføring af et klæbemiddel for at fastholde velourisering eller stof.
Behandlede overfladers holdbarhed
Holdbarheden af forbehandlede materialer spænder fra timer til år, afhængig af plastmaterialet, design, behandling samt de temperaturer det er blevet udsat for efter behandlingen. Materialets renhed er den vigtigste faktor. Holdbarheden bliver begrænset ved brug af komponenter med lav molekylvægt, såsom antiblokmidler, formslipmiddel, antistatiske midler osv. På sigt vil disse komponenter vandre til overfladen af rene polymermaterialer. Det er derfor ønskelig at trykke eller lime på materialet hurtigst muligt efter behandlingen. Men så snart den behandlede overflade får kontakt med en belægning, trykfarve, lim, eller et andet materiale, så bliver vedhæftningen permanent.
